试题详情
- 简答题
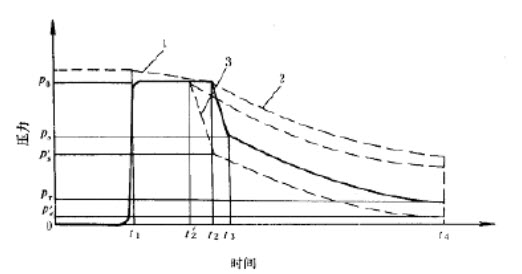
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。
 压实阶段对制品如何影响?
压实阶段对制品如何影响?
- 压实阶段对制品
A.此阶段可提高制品密度、减少塑料收缩,克服表面缺陷。
B.由于熔体在流动,而温度下降,故定向分子容易被冻结。这一阶段是定向形成的主要阶段。时间越长,定向程度越大 关注下方微信公众号,在线模考后查看

热门试题
- 为了便于排气,一般选择分型面与塑料熔体的
- 高镜面抛光用哪种钢材?
- 对于注射成型大型厚壁长流程深腔的塑件以及
- 离心浇铸
- 当注射成型工艺要求模具温度在()时,模具
- 有一塑件,带有侧孔,如采用点浇口双分型面
- 聚合物成型机械
- 普通浇注系统一般由()、()、()、()
- 将塑料熔体由注塑机喷嘴引向模具型腔的流道
- 熔接痕是什么?喷流是什么?
- 高分子聚合物的分子结构有()。
- 塑料管材挤出方向与挤塑机轴线垂直的挤塑机
- 注射成型工艺条件包括哪些?简述温度、压力
- 注塑模具CAD是指技术人员以计算机为工具
- 机头流道呈(),以减少流动阻力,使物料机
- 延伸比
- 在卧式或立式注射机上使用的模具中,主流道
- 根据功能不同,螺杆可分为哪三段?各段的作
- 在热成型工艺中,如果塑件的成型深度不大,
- 简述工装的选择与确定