试题详情
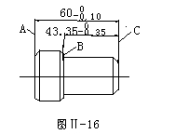
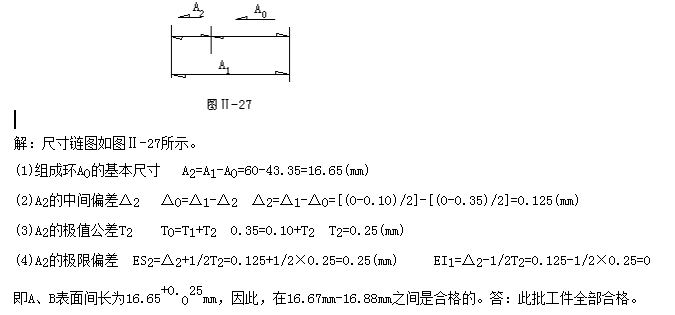
- 简答题工件的轴向尺寸如图Ⅱ-16所示,当一批工件加工后,A、C之间尺寸合格,现测得A、B表面的尺寸在16.67mm~16.88mm之间,请画出尺寸链图,并计算这批工件是否合格。
关注下方微信公众号,在线模考后查看

热门试题
- 修磨麻花钻横刃时,先将钻头沿砂轮水平面向
- 确定数控机床的(),就是确定刀具的运动轨
- 镗削工件的夹紧力作用点应尽量远离工件的加
- 量块组合时,其研合方法有()。
- 凸轮的基圆越小,压力角越大。
- 单件小批量生产中,镗床上常采用()和坐标
- 在悬伸镗削法中,半精镗和镗孔时应采用()
- 镗床主轴的()误差将会影响工件镗孔的圆度
- 在加工薄壁工件,粗镗加工之后,精镗加工之
- 镗刀的耐磨性主要表现在镗刀材料的抗磨损能
- 拟定加工工序时,当加工工件()所需要的精
- 采用()时,工件的加工精度取决于镗床工作
- 框式水平仪是用来测量工件在()的微小角度
- 铸件的铸造工艺余量的()取决于零件结构与
- T68型卧式铣镗床负载的运转检验项目有(
- 在铣削叫铬镍钢前必须调整好径向刀架的齿条
- ()时,镗刀主偏角要稍小些,适当增加刀尖
- 数控镗铣类加工中心增加了刀具的储存和换刀
- 箱体工件上的主轴中心线要求与()相互平行
- 镗削垂直孔系时,只要保证两孔轴线的垂直度