试题详情
- 简答题简述轨道焊接的相关要求。
-
A.预热和层间温度
焊前对接头部位进行充分的预热,预热温度为300~350ºC(见WPS-TR-01)预热范围为每端150mm,整个接头长度为300mm;焊接过程中,层间温度须保持与预热温度相同,质检人员随时用激光测温仪检测,以保证这一温度要求;中断的焊接过程,须重新预热至300~350ºC方能继续施焊。
B.焊接
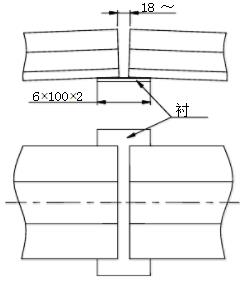
轨道接头的焊接可分三部分,如图。
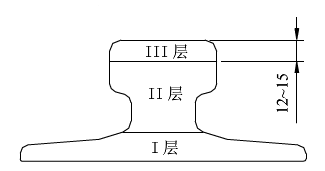
第I部分用CHE50或J507焊条焊接,I部分焊接完成后迅速进行清渣,以保证足够的层间温度;
第II部分仍用CHE50或J507进行焊接,运条手法是不间断地转小圈,使焊渣从两侧流出,焊接过程中要注意保证轨道两侧焊缝饱满;
第III部分用J107Cr焊条进行施焊,要求焊缝饱满,打磨后熔合线处无可见的下凹。焊后热处理与保温焊接结束时立即用火焰加热,对接头焊缝部位进行焊后热处理,温度为650~750ºC,时间为15~30分钟(见WPS-TR-01),之后对接头区域进行保温缓冷。
C.打磨
碳刨割除接头处衬垫,碳刨前需预热至300ºC,碳刨不得伤及轨道。轨道上表面焊缝用轨道专用打磨机打磨,两侧及衬垫处手工打磨,均须平滑过渡并与轨道外形一致,可用模板或直尺检验。 关注下方微信公众号,在线模考后查看

热门试题
- 大焦点Χ射线机与小焦点Χ射线机相比,其特
- 网架结构安装中的焊接钢板节点应与设计图符
- 各地域大气中所含腐蚀物质成分和数量的不同
- 根据GB/T15169-94《钢熔化焊手
- 显影时间延长,将会使特性曲线变陡,且在坐
- 刚性建筑的整体倾斜,可以通过测量顶面或基
- 哪项不是防火涂层的三个原理?()
- 条端头的金属熔滴受以下几个力的作用()
- 一般常用的工业X光机其X光管的靶极材料为
- 根据《钢结构现场检测技术标准》GB/T5
- 当与基础附近因大量堆载或卸载、场地降雨长
- 人工放射性同位素钴60在核衰变过程中辐射
- GB标准表示是()
- 漆膜冲击强度的检验:它是检验漆膜经受外力
- 手工钨极氩弧焊几乎可以焊接所有的金属材料
- 冷剪法切取2mm钢板力学性能试样留有的加
- 对大中跨度钢管网架的拉杆与球的对接焊缝,
- 刷涂法是一种古老的施工方法,它的缺点是:
- 焊补时应在内引弧,熄弧时应填满弧坑;多层
- 在源和工件之间放置滤板来减少散射线的措施