试题详情
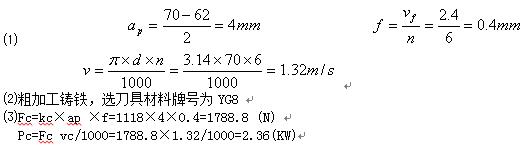
- 简答题 已知工件材料为HT200(退火状态),加工前直径为70mm,用主偏角为75°的硬质合金车刀车外圆时,工件每秒钟的转数为6r/s,加工后直径为62mm,刀具每秒钟沿工件轴向移动2.4mm,单位切削力kc为1118N/mm2。求: 1)切削用量三要素ap、f、v; 2)选择刀具材料牌号; 3)计算切削力和切削功率。
-
关注下方微信公众号,在线模考后查看

热门试题
- 误差统计分析时,将系统误差分为:()系统
- 什么叫六点定位原理?什么叫完全定位?
- 积屑瘤使刀具的实际前角增大,并使切削轻快
- 外圆的精密加工主要用来减小形状误差。
- 主运动传动链的两末端件是()。它的功用是
- 可变换传动比和传动方向的传动机构称为换置
- 台阶轴类零件台阶端面精加工选择()机床;
- 什么是工艺系统的刚度?误差产生的原因是什
- 解释生产率不同的原因。
- 珩磨是对预先磨过的外圆表面进行精密加工。
- 凡影响切削变形、切削抗力及功率消耗的因素
- 闭环数控系统的反馈检测元件应安装在()。
- 砂带抛光可用于模具型腔等复杂曲面的超精抛
- 经济精度指的是在正常工艺条件下,某种加工
- 无心外圆磨削有两种磨削方式,即()、和切
- 经过塑性变形后形成的切屑,其厚度hch通
- 为什么灰铸铁具有良好的铸造性能?
- 刀具磨钝标准
- 铣削可用于加工()特形面等各种几何形状的
- 机械加工表面质量是指()