试题详情
- 简答题 图示麻花钻的各主要角度,并叙述麻花钻刃磨的技术要求。
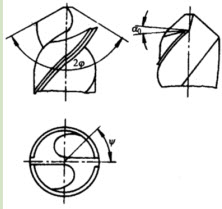 图4-7麻花钻的主要刃磨角度
图4-7麻花钻的主要刃磨角度
-
麻花钻的主要刃磨角度如图4-7所示。
麻花钻的切削刃用钝后,为了恢复其切削性能,必须进行刃磨。刃磨时只刃磨两个后刀面,但却要同时保证后角、顶角和横刃斜角都达到正确的角度。
(1)顶角2 顶角又称为锋角,是两条主切削刃在与其平行且通过钻心的平面上投影的夹角。顶角2应根据不同材料进行合理选择,并在钻头刃磨时磨出。出厂时,标准麻花钻的顶角为118º±2º。
(2)后角α0切削刃上各点的后角,是钻头后刀面与切削平面之间的夹角。切削刃上各点的后角不相等,即外小内大。通常所说的后角是指麻花钻外缘处的后角。刃磨后角时,应根据不同的材料和钻头直径的大小确定后磨出。一般直径小于15mm的钻头,α0=10º~14º;直径为15~30mm的钻头,α0=9º~12º。
(3)横刃斜角 横刃斜角是横刃与主切削刃在钻头端面投影的夹角。横刃斜角的大小与后角和顶角的大小有关。后角刃磨正确的标准麻花钻=50º~55º。 关注下方微信公众号,在线模考后查看

热门试题
- 凝结水的品质有哪些标准?
- 当轴位移增大时,应先(),使之回到正常值
- 为防止电气火灾,导线连接牢固可靠并定期检
- 发电机启动前运行人员应做如些试验?
- 为什么火电厂中广泛采用回热循环,而再热循
- 高加的型号是什么?低加的型号是什么?
- 大功率机组在热态启动时应注意胀差的哪些变
- 自动化设备基本信息至少包括以下哪些方面(
- 热交换器在检修前应做好哪些工作?
- 《电力企业应急预案管理办法》规定电力企业
- 溶液的PH值等于其()的()。
- 发电机由原动机带动旋转,并将直流电通入转
- 规定变压器运行时的允许温度是因为()
- 离心泵中常见的轴封机构有哪些?
- 变压器真空注油时应注意什么?
- 说明DG1025/177—2型或DG10
- 汽轮发电机在启动()过程中,没有临界共振
- 低压带电作业时应站在干燥的绝缘物上进行,
- 为什么凝汽器真空到零后,才可以停止向轴封
- 采取安装接地碳刷的办法,可有效地防止汽轮