试题详情
- 简答题简述连续铸轧及其基本条件?
-
(1)直接将金属熔体“轧制”成半成品带坯或成品带材的工艺称为连续铸轧。
(2)条件:
A.浇汁系统预热温度
铸轧浇注系统包括控制金属液面高度的前箱、横浇道、供料嘴底座和供料嘴四部分.作为液体金属流过的通道,必须具备良好的保温性能,使液体金属不过多地散热,保持铸轧的正常进行整个浇注系统内,不应有潮气、油膜、氧化渣以及其他杂物存在。经整体装配并调试好后,入炉进行预热。预热温度为300℃左右,保温4h以上。浇注系统如果预热不好,液体金属失热过多,不能进行正常铸轧,即使勉强开了头,也会因供料嘴内由凝块而中断铸轧。因此浇注系统预热温度是铸轧的基本工艺参数。
B.金属的液面高度
整个浇注系统是一个连通器。前箱内液面水平高度就决定着供料嘴出口处液体金属压力的大小。若液面低,供应金属的压力过小,则铸轧板面易于产生孔洞;若液面过高,金属静压力过大,或在铸轧扳面上出现被冲破的氧化皮,影响板面质量;或使液体金属进入辊隙,造成铸轧中断。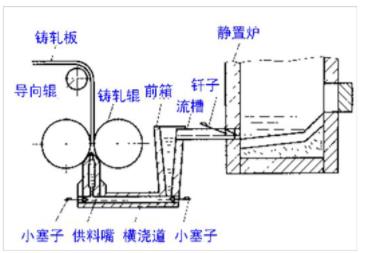
关注下方微信公众号,在线模考后查看

热门试题