试题详情
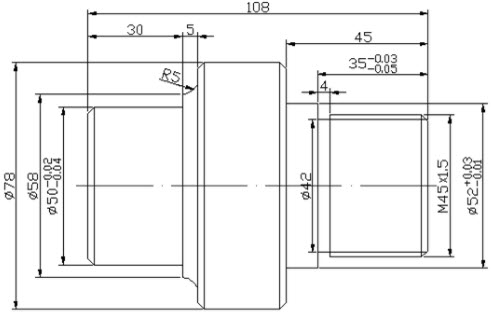
- 简答题 数控车床加工如图所示零件,按要求完成零件的加工程序编制。一号刀为外圆车刀,二号刀为切槽刀,三号刀为螺纹刀。(不考虑刀尖圆弧半径补偿) 要求: 1)毛坯直径82mm; 2)精加工余量0.3mm; 3)精加工进给率F0.1,粗加工进给率F0.3; 4)粗加工每次进刀1mm,退刀0.5mm; 5)切刀槽宽4mm; 6)未注倒角为2×45°。
-

关注下方微信公众号,在线模考后查看

热门试题
- 电力驱动系统中电动机的启动、制动和调速常
- 碳素工具钢的牌号由“T+数字”组成,其中
- 以()装夹盘粪零件,不会产生基准位移误差
- 对于深孔件尺寸精度,可以用()进行检验。
- ()加工时,应取较大的后角。
- 牌号以字母T开头的碳钢是()
- 编入G40的程序段为撤消刀具半径补偿的程
- 粗车蜗杆时,背刀量过大,会发生“啃刀”现
- 车削成型面的数量较多,轴向尺寸较短的工件
- 非模态指令是指()。
- 螺旋压板夹紧装置主要由()、压板、旋紧螺
- 以内孔定位时常用实体心轴的锥度的比值是(
- 数控程序程序段的结束符是()
- 安装车刀时应注意哪些问题?
- G36代码是自动()补偿X轴功能,它属于
- HW13710变速箱,副箱副轴数量为()
- 表面粗糙度要求高而尺寸精度要求不高的外圆
- 锯齿形螺纹的中径:d2=()。
- 关于“局部视图”,下列说法错误的是()。
- 以轴类零件为例的坐标式尺寸标注是指轴向尺