试题详情
- 简答题 说明两板模开模动作原理。
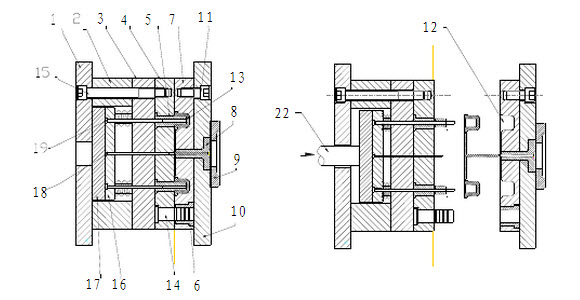
- 开模时,动模后退,模具从分型面分开,塑件包紧在型芯,随动模部分一起向左移动而脱离型腔,同时.浇注系统凝料在拉料杆的作用下,和塑料制件一起向左移动。移动一定距离后,当注射机的顶杆接触推板时,脱模机构开始动作,推杆推动塑件从型芯上脱下来,浇注系统凝料同时被拉料杆推出,然后人工将塑料制件及浇注系统凝料从分型面取出。闭模时.在导柱和导套的导向定位作用下,动定模闭合。在闭合过程中,弹簧(如果没有弹簧则由定模板)推动复位杆使脱模机构复位。然后,注射机开始下一次注射。
关注下方微信公众号,在线模考后查看

热门试题
- 产生塑件尺寸不稳定的因素有哪些?
- 模具中,推管的装配关系为().
- 根据塑料的特性和使用要求,塑件需进行塑后
- 对()几个条件进行调节就可以改变高聚物的
- 通浇注系统由哪几部分组成?各部分的作用是
- 为了达到自动机美观及防止生锈之目的,客户
- 试述极限尺寸法的原理和特点。在实际注射成
- 影响塑件尺寸精度的原则不包括:()。
- 塑料的相容性
- 浇口套进料口直径应比注塑机喷嘴口径()。
- 为了便于塑件脱模,一般情况下使塑料在开模
- 镶件采用隔流冷却时,()须加止转。
- 塑胶注射模中,凹模通常在模具的()。
- 吹塑模具的设计内容有()。
- 不属于推板推出机构特点的是()?
- 试分析浇口截面尺寸对充模过程和塑件质量的
- 模具的卸料方式可以分为()和刚性卸料。
- 在斜导柱侧向分型抽芯机构中,锁紧块的斜角
- 无流道注射模在每次注射成型后,只需取出(
- 根据塑料的成分不同,可分简单组分和多组分