试题详情
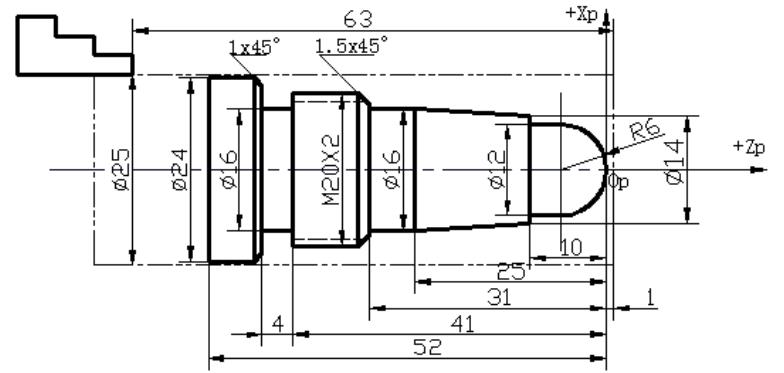
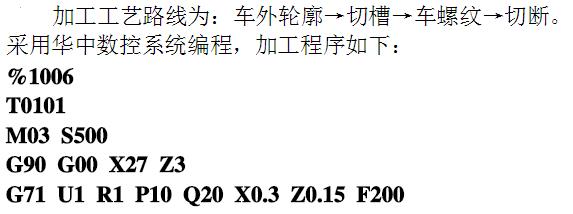
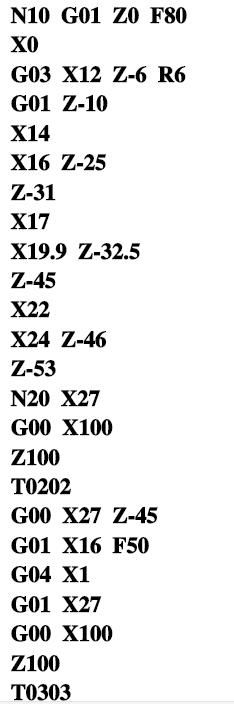
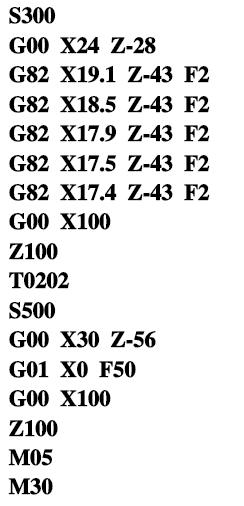
- 简答题编制图示零件的加工程序。毛坯材料为Q235-A,毛坯外径φ25mm,毛坯长度90mm。请使用华中系统的轴向切削复合循环指令G71、螺纹切削循环指令G82编程。(按要求:每次粗车吃刀深度为1mm,每次粗车结束时的退刀量为1mm,车螺纹时每次双边背吃刀量ap1=0.9,ap2=0.6,ap3=0.6,ap4=0.4,ap5=0.1;所用刀具有外圆正偏刀T01,槽宽4mmm的切槽刀T02,60°外螺纹车刀T03)
关注下方微信公众号,在线模考后查看

热门试题
- 影响数控车削加工精度的因素很多,要提高工
- 当用向量表示圆弧圆心坐标时。定义向量的方
- 通常用球刀加工比较平滑的曲面时,表面粗糙
- 在利用变量进行编程时,程序段WHILE[
- 切一个Ф40mm的整圆工件,刀具起点在(
- 简述刀具半径自动补偿功能的用途。
- 镗削椭圆孔时,将立铣头转过-α角度后利用
- 执行程序段G98 G83 X4.0 Y5
- 轮廓铣削时,刀具补偿的建立与取消一定在轮
- 周铣时用()方式进行铣削,铣刀的耐用度较
- 被加工零件如图1所示,毛坯为φ6
- 程序结束,并返回到起始位置的指令是()。
- 数控车床既可以按装夹顺序划分工序,又可以
- 同一指令代码,在不同数控系统中所代表的功
- 数控机床的导轨主要有()、()、()三种
- 在加工程序中,进给功能F所表示的单位是直
- 在FANUC数控系统中,G04 P200
- 用毛坯尺寸为102mm×62mmx12m
- 程序字由地址码+数字构成,在下列各字中,
- 数控机床实现插补运算较为成熟并得到广泛应