试题详情
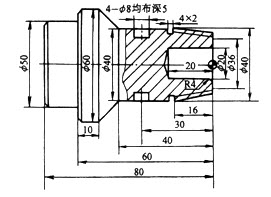
- 简答题 编程题: 用数控车床加工如图所示零件,材料为45号钢调质处理,ø50外圆已经加工到尺寸。毛坯留出外圆和内孔的加工余量均为0.4mm(X向)和O.1mm(Z向)。钻头直径为8mm,螺纹加工用G92指令。X向加工4个90°均布孔,使用直径8mm的键槽铣刀加工。工件程序原点如图示。按要求完成零件的加工程序编制。 (1)加工程序使用固定循环指令; (2)对所选用的刀具规格、切削用量等作简要工艺说明; (3)加工程序单要字迹工整。 说明:X向4个90°均布ø8孔可以不进行加工,但将扣去2分。
-
根据题意刀具规格、切削用量选择见下表:

加工程序如下:(采用FANUC系统)
00001;程序名
M41;
G50S1500:
N1;工序I:端面车削
G0G40G99S400T0808M04F0.1;
X62.0Z0;
G96S120;
G01X0;
G0G97S500Z50.0;
G28U0W0TOM05;
N2;工序Ⅱ:打中心孔
G0G40G97G99S800M04T0101F0.02;
X0Z2.0;
G74R0.2;打中心孔时,每次退刀量为0.2mm
G74Z-5.0Q2000中心孔深5mrn,每次钻削深度2mm
G28U0W0T0M05;
N3;工序Ⅲ:钻孔(钻头直径为8mm)
G0G40G97G99S250M04T0303F0.2;
X0Z2.0;
G74R1.0;钻孔时每次退刀量为1mm
G74Z-20.0Q3000;孔深20mm,每次钻孔深度3mm
G28U0W0TOM05;
N4;工序Ⅳ:外圆粗加工
G0G40G97G99S400M04T0202F0.25
X64.0Z2.0;
G71U2.0R0.5;
G71P10Q11U0.4W0.1;
N10G0G42X16.0;
G01Z0;X36.0;
X40.0Z-16.O;
Z-40.0;
X60.0Z-50-0;
Z-60.0;
N11G01G40X64.0;
G28U0W0T0M05;
N5;工序V:内径粗加工
G0G40G97G99S350T0707M04F0.2;
Z16.0Z2.0;刀具定位至内径粗加工循环点
G71U1.5R0.5;粗车每次切深1.5mrn,退刀量0.5mm
G7lP12Q13U-0.4W0.1;
N12G00G41X28.0;刀尖R补偿方向为左
G01Z0;
G02X20.0Z-4.0R4.0;
G01Z-20.0;X18.0;
N13G01G40X16.0;
G28U0W0T0M05;
N6;工序Ⅵ:外径精加工
G00G40G97G99S500M04T0404F0.1;
X64.0Z2.0;
G96S150;
G70P10Q11;
G00G97X100.0S500;
G28U0W0T0M50;
N7;工序Ⅶ:内径精加工
G00G40G97G99S300M04T1010F0.1;
X16.0Z2.0:G96S120;
G70P10Q11;
G00G97Z50.0S300;
G28U0W0T0M05;
N8;工序Ⅷ:加工外环槽工
G00G40G97S250T0505M04F0.05;
X42.0Z-20.0;
G01X36.0;
G0lX42.0F0.2;
G28U0W0T0M05;
N9;工序Ⅸ:加工锥螺纹
G0G40G97G99S500T0606M04;
X42.026.0;刀具定位至螺纹加工循环点
G92X39.7Z-18.0R-3.0F1.5;
X39.1;
X38.7;
X38.6;
X38.55;
G28U0W0T0M05;
N10;工序X:铣削径向孔
M54;
G28H-30.0;
G50C0;设定c轴坐标系
G0G40G97G98S700M04T0909;
Z-30.0;
X42.0;
M98P40010;调用00010子程序4次
G28U0W0H0T0M05;X轴、Z轴、C轴自动回归原点
M55;C轴离合器脱开
M30;程序结束
O0010;子程序
G01X30.0F5;
G01X42.0F20;
G00H90.0;
M99;子程序调用结束 关注下方微信公众号,在线模考后查看

热门试题
- 简述Mastercam后处理的目的是什么
- G90代码是FANUC6T数控车床系统中
- 使用夹具时造成工件的加工误差有哪几个个方
- 在主轴伺服系统的故障诊断中,造成“主轴定
- 精加工时车刀后角可以比粗加工时车刀后角选
- 镗削适用于加工较大直径的孔。
- 切削热主要来自()、()、()三个方面。
- 基准轴的上偏差等于零。
- 铝合金材料在钻削过程中,由于铝合金易产生
- 数控编程在G74 Z-120 Q20 F
- 机械制图中常用的三个视图分别为主视图,俯
- 数控机床上若出现“刀具不能夹紧”的故障,
- 钻孔循环为()
- 数控机床的主电动机从额定转速以下用调节(
- 液压回路主要由能源部分、控制部分和()部
- 数控机床中MDI是机床诊断智能化的英文缩
- 数控编程编制整圆程序时()。
- ()是将液压能转变为机械能的元件。
- 对于孔系加工要注意安排加工顺序,安排得当
- 牙型角为60º的螺纹是()。