试题详情
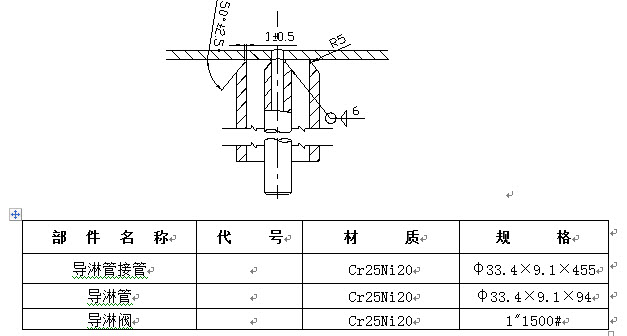
- 简答题 某装置一段炉导淋更换,导淋管及外套管见下图,材质成份及力学性能见下表,请编写导淋更换方案。
-
某装置导淋更换技术方案
1技术交底
检修前,由专业组组织,合成车间负责对施工单位做好技术交底。参加检修的人员必须了解设备图样及有关技术要求,熟悉其技术方案及有关注意事项。
2机具准备
检修前,由施工单位组织有关人员对所需的检修机具进行检查、核对,并保证合格好用,符合技术要求,同时也要满足安全方面的要求。
3材料配件检验
3.1制造厂质量证明书审查(包括化学成分、机械性能、焊接检验、水压强度试验等);应符合有关标准规定。
3.2几何尺寸复查包括导淋管坡口的尺寸,导淋管坡口尺寸见图一。
3.3内、外壁宏观检查、清理。
3.4所有导淋管外表面、焊口及焊接坡口100%渗透探伤,按标准JB4730-94I级合格。
3.5焊工考试:选用材质、规格相同或相近的管材,对参检焊工进行考试,考试采用对接焊的形式,焊后进行射线探伤,按标准JB4730-94I级合格。
4导淋管焊接工艺
4.1电特性:a、电流种类:DC;b、焊接电流范围A.:120-160;c、电弧电压(V):10-13;
4.2技术措施:
a、摆动焊或不摆动焊:摆动焊;b、多道焊或单道焊(每面):多道焊
c、多丝焊或单丝焊:单丝焊;d、焊接速度:200mm/min
4.3预热:a、焊件温度(允许最低值):≥10℃;b、层间温度(允许最高值):≤170℃;
4.4焊接方法:钨极氩弧焊
4.5焊丝牌号及尺寸:a、牌号:Inconel82;b、直径(mm):Φ2.4
4.6导淋管打底焊接后,进行100%着色探伤,标准JB4730-94I级合格。
4.7氩弧焊进行填充焊时,注意层间温度的控制,层间温度不大于170℃;填充焊后进行100%着色探伤,标准JB4730-94I级合格。
4.8如果探伤结果不合格,则用手砂轮逐层打磨缺陷位置,间断采用着色探伤法检查磨口,直至无缺陷为止,然后按焊接工艺逐层补焊磨口,焊肉不允许有夹渣、裂纹、气孔等缺陷,焊肉厚度应不小于磨削前厚度。 关注下方微信公众号,在线模考后查看

热门试题
- 装置检修过程中要文明施工,做到“三条线”
- ()不溶于铁,而以化合物的形式存在,同时
- ()负责阀门、紧固件安装前的资料审查及外
- 皮带式给煤机的优点是:可用于各种煤,()
- 常压储罐的外部检查由使用单位()进行,全
- “用好”的具体内容是什么?
- 以下那一个效率不是组成泵效率的部分().
- 冲洗液入口的布置通常由以下几种()。
- 衬F4管和管件的最高使用温度为()℃。
- HSE主要执行什么基本法?
- 衡量压缩机的主要性能指标有()、排气量、
- 密封面稳定滴漏(微漏)的可能原因是()。
- 离心式压缩机的构造和工作原理与()很相似
- 减轻加热炉烟气中SO2危害的办法有().
- 在最普遍的间壁式换热器中,主要是()和(
- 不定形耐火纤维炉衬的尺寸允许偏差:()偏
- 在PID调节中,微分作用是依据()变化速
- 电气设备的接地根据目的主要分为()接地、
- 开启蒸汽阀门时,应缓慢开启,排除管道中的
- 管式加热炉按燃烧方式分为()火焰式、()