试题详情
- 简答题
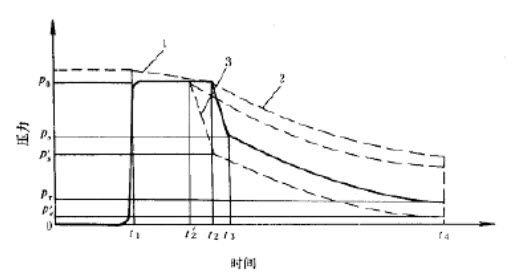
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。
 解释实线中四个阶段压力变化曲线。
解释实线中四个阶段压力变化曲线。
- 充模:刚开始,型腔空,阻力小,熔体易充入;快充满时,型腔的熔体将阻碍熔体进入,压力迅速增大。
压实:冷却收缩,压力有降低,但由于熔体补入,压力保持不变。
倒流:型腔内压力大于流道,熔体往外流,压力减小。
冷却:冷却收缩,压力降低。 关注下方微信公众号,在线模考后查看

热门试题
- 注射成型工艺条件包括哪些?简述温度、压力
- 在压塑模总体设计中,如何正确选择凸模施加
- 塑料注射成型过程中熔体充满型腔与冷却定型
- 什么叫虚位?什么叫扣位?
- 对于嵌件两端都伸出制品表面的热固性塑件,
- 锪钻主要有三种形式,它们是()、()、(
- 尺寸小的模具型腔,主要进行()再其次。
- 普通螺杆在结构上为何分段,分为几段?各段
- 简述常用塑胶工程材料及收缩率。
- 型腔和分流道的排列有()和()两种。
- 移模力
- 塑料中必要和主要成分是(),现在制造合成
- 喷流式冷却
- 采用阀式浇口热流道是为了防止熔料的()现
- 模具具备什么特点?
- 在工程塑料模塑件尺寸公差国家标准中,塑件
- 塑料注射成型过程中熔体充满型腔与冷却定型
- 以下哪一个零件不属于成型零件()?
- 注射模塑工艺包括()()()等工作。
- 下列截面形状的分流道中,哪种流动效果最好